الفولاذ المقاوم للصدأ، يبدو هذا مليئًا بالمعنى الحديث للمصطلح، في الواقع، يحتوي على ثروة من المبادئ العلمية والعمليات المعقدة. الدرفلة على الساخن والدرفلة على البارد هما التقنيتان الأساسيتان لإنتاج الفولاذ المقاوم للصدأ، ولكنها تحدد أيضًا الجودة النهائية وتطبيق مواد الفولاذ المقاوم للصدأ. في القسم التالي، سنحلل بالتفصيل مبادئ وخصائص طريقتي الإنتاج هاتين ودورهما المهم في إنتاج الفولاذ المقاوم للصدأ. سواء كنت من عشاق علوم المواد، أو مهتمًا بعملية تصنيع المستكشف، أعتقد أن هذه المقالة يمكن أن توفر لك فهمًا وإلهامًا جديدًا.
لنقم برحلة معًا ونتعمق في عالم الفولاذ المقاوم للصدأ الرائع!
في الوقت الحاضر في العالم، تنقسم عملية إنتاج عملية صهر الفولاذ المقاوم للصدأ بشكل أساسي إلى طريقة من خطوة واحدة وخطوتين وثلاث خطوات، بالإضافة إلى طرق إنتاج متكاملة جديدة.
الصهر في خطوة واحدة هو: الحديد + AOD (فرن تكرير أكسجين الأرجون)
الطريقة المكونة من خطوتين هي: EAF (فرن القوس الكهربائي) + AOD (فرن تكرير الأكسجين الأرجون)
الطريقة المكونة من ثلاث خطوات هي: EAF (فرن القوس الكهربائي) + AOD (فرن تكرير الأكسجين الأرجون) + VOD (فرن تكرير الفراغ)
بالإضافة إلى عملية الإنتاج التقليدية المتعددة للفولاذ المقاوم للصدأ، فإن عملية الإنتاج المتكاملة الحالية، أي من الحديد مباشرة إلى عملية إنتاج الفولاذ المقاوم للصدأ، يتم استخدامها أيضًا من قبل العديد من مصانع الفولاذ المقاوم للصدأ، وعملية الإنتاج هي: RKEF (الفرن الكهربائي الدوار) الفرن) + AOD (فرن تكرير الأكسجين والأرجون).
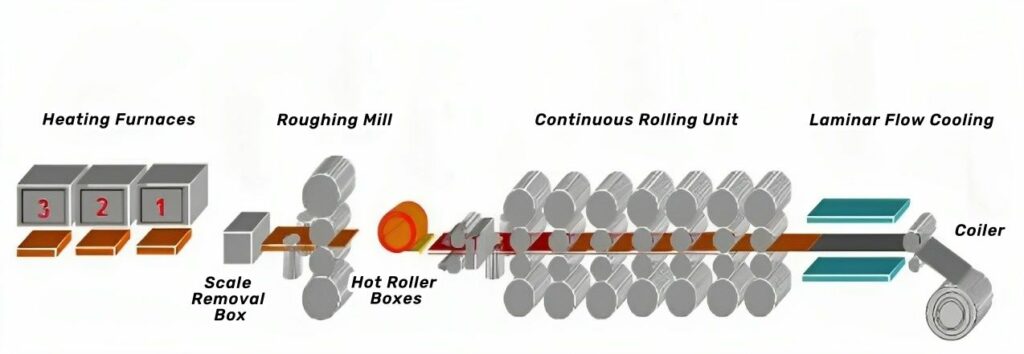
عملية إنتاج الفولاذ المقاوم للصدأ: المدرفلة على الساخن
عملية إنتاج الفولاذ المقاوم للصدأ المدلفن على الساخن هي البلاطة (أساسًا لصب البليت المستمر) كمواد خام، بعد التسخين بواسطة وحدة مطحنة التخشين ووحدة مطحنة التشطيب المصنوعة من شريط الفولاذ. من مطحنة التشطيب الأخيرة من شريط الفولاذ الساخن من خلال التبريد بالتدفق الصفحي إلى درجة حرارة محددة، بواسطة آلة اللف ملفوفة في ملف فولاذي، بعد تبريد مظهر ملف الفولاذ من جلد الأكسيد، يظهر اللون الأسود، المعروف باسم "الفولاذ المقاوم للصدأ" لفائف سوداء".
عملية الإنتاج المحددة للفولاذ المقاوم للصدأ المدرفلة على الساخن هي كما يلي:
عملية إنتاج الفولاذ المقاوم للصدأ: مدرفلة على البارد
بعد الفولاذ المقاوم للصدأ المدلفن على الساخن، يتم استخدام بعض منتجات الفولاذ المقاوم للصدأ المدرفلة على الساخن مباشرة من خلال المصب، وبعض المنتجات المدرفلة على الساخن تحتاج إلى الاستمرار في معالجتها إلى ملفوفة على البارد قبل الاستخدام.
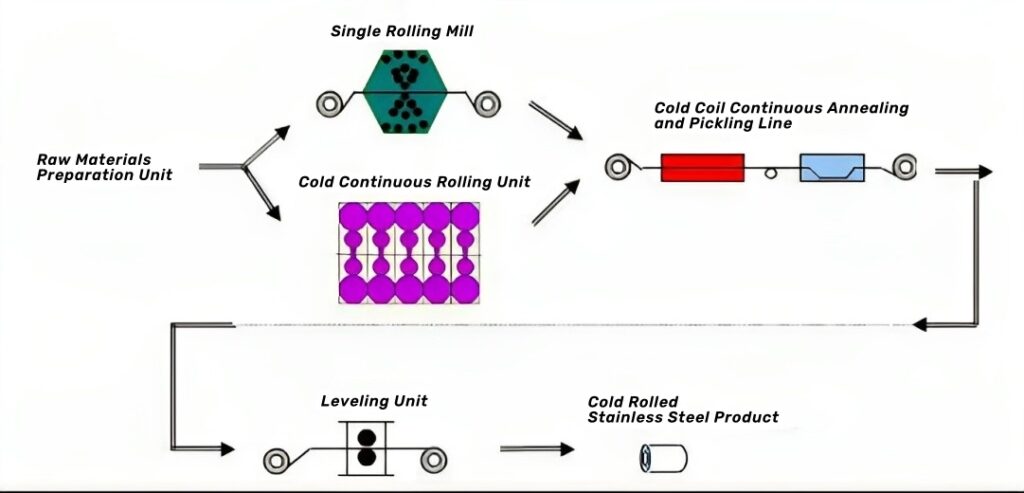
الفولاذ المقاوم للصدأ المدرفلة على البارد، معظمها سمك مدلفن على الساخن بسمك 3.0-5.5 مم من منتجات الفولاذ المقاوم للصدأ المدرفلة على الساخن، بعد عملية صقل معدات الدرفلة على البارد، عملية إنتاج منتجات الفولاذ المقاوم للصدأ المدرفلة على البارد. في الوقت الحالي، تتم عملية الإنتاج الرئيسية للفولاذ المقاوم للصدأ المدلفن على البارد لفئتين: الفولاذ المقاوم للصدأ المدرفلة على البارد برف واحد، والفولاذ المقاوم للصدأ المدرفل على البارد متعدد الرف. تظهر عملية الإنتاج المحددة أدناه:
بعد أن يتم درفلة الفولاذ المقاوم للصدأ على البارد، فإنه يحتاج إلى المرور عبر وحدة التلدين والتخليل. التلدين من الفولاذ المقاوم للصدأ بعد الدرفلة على البارد هو القضاء على تصلب العمل من خلال عملية إعادة البلورة لتحقيق غرض التليين؛ الغرض من التخليل هو إزالة الطبقة المؤكسدة المتكونة على سطح الشريط الفولاذي أثناء عملية التلدين، والثاني هو تخميل سطح الفولاذ المقاوم للصدأ لتحسين مقاومة التآكل للوحة الفولاذ.
يختلف الفولاذ المقاوم للصدأ المدلفن على البارد والساخن اختلافًا كبيرًا بعدة طرق. فيما يلي مقارنة تفصيلية نقطة بنقطة:
درجة الحرارة والعملية:
المدرفلة على الساخن: يتم إجراؤها عادةً عند درجات حرارة عالية تتراوح بين 900 درجة مئوية و1200 درجة مئوية، ويتم تسخين المادة الأصلية إلى نطاق درجة حرارة مناسب ثم يتم دحرجتها لتشويه المادة بشكل بلاستيكي للحصول على الشكل والحجم المطلوب. يزيل الدرفلة على الساخن الضغوط الداخلية في المادة الأصلية ويحسن من مرونة المادة ومتانتها.
المدرفلة على البارد: في درجة حرارة الغرفة، عادةً بعد معالجة المادة إلى مادة، وذلك عن طريق العمل البارد (مثل الدرفلة) لتغيير شكلها وحجمها. يمكن أن يؤدي الدرفلة على البارد إلى زيادة قوة وصلابة المادة بشكل كبير، ولكنه قد يؤدي إلى زيادة الضغوط الداخلية.
نطاق سمك:
عادةً ما يتم استخدام المدرفلة على الساخن لإنتاج مواد أكثر سمكًا بسماكات منتظمة تبدأ من 3.0 مم وترتفع.
المدرفلة على البارد لديها نطاق أضيق من السماكات التقليدية، عادة ما بين 0.3 مم و6.0 مم، مع ألا يتجاوز سمكها 6.0 مم.
تشوه المواد:
أثناء عملية الدرفلة على الساخن، تكون مقاومة التشوه للمادة أقل ويمكنها تحمل التشوهات البلاستيكية الكبيرة، وبالتالي الحصول على ألواح أكثر سمكًا أو قضبان أكثر سمكًا.
في المواد المدرفلة على البارد، تكون مقاومة التشوه للمادة أعلى حيث تتم معالجتها في درجة حرارة الغرفة وعادة ما تكون مناسبة للألواح الرقيقة أو القضبان الدقيقة.
جودة السطح واللمعان:
بعد الدرفلة على الساخن، قد يصبح السطح أكثر خشونة ويتطلب المزيد من المعالجة للحصول على سطح أملس.
المدرفلة على البارد قادرة على الحصول على سطح أكثر نعومة ولمعانًا لأنها تنتج عددًا أقل من الأكاسيد أثناء المعالجة.
من خلال مناقشة متعمقة لعملية إنتاج الدرفلة على الساخن والدرفلة على البارد للفولاذ المقاوم للصدأ، فإننا نفهم الاختلافات الكبيرة بين الاثنين من حيث درجة الحرارة، وتشوه المادة، والسمك، وجودة السطح. بفضل مميزاتها من حيث اللدونة والمتانة، يتم استخدام الدرفلة على الساخن على نطاق واسع في إنتاج الألواح السميكة والأجزاء الهيكلية الكبيرة. من ناحية أخرى، فإن المدرفلة على البارد، بصلابتها العالية ومقاومتها الممتازة للتآكل، تهيمن على مجالات مثل أدوات المطبخ والمعدات الطبية.
تلتزم شركة Huaxiao Metal بتوفير نطاق كامل من حلول المواد الفولاذية المقاومة للصدأ. نحن نقدم مجموعة واسعة من درجات مواد الفولاذ المقاوم للصدأ، بما في ذلك 304، 316L، وما إلى ذلك، لتلبية الاحتياجات الخاصة لمختلف الصناعات. وفي الوقت نفسه، نحن نقدم أشكالًا مختلفة من منتجات الفولاذ المقاوم للصدأ، مثل الفولاذ الدائري، والفولاذ المسطح، والفولاذ المشكل، وما إلى ذلك، ويمكننا تخصيص الحجم وفقًا لمتطلبات العملاء. بالإضافة إلى ذلك، نقدم أيضًا خدمات معالجة الأسطح، مثل الرش والطلاء، لتعزيز مقاومة التآكل وجماليات المواد. تغطي خدماتنا جميع أنحاء العالم، وتوفر للعملاء خدمات متكاملة سريعة وفعالة. باختيار Huaxiao Metal، سوف تحصل على مواد عالية الجودة ودعم خدمة احترافي.